
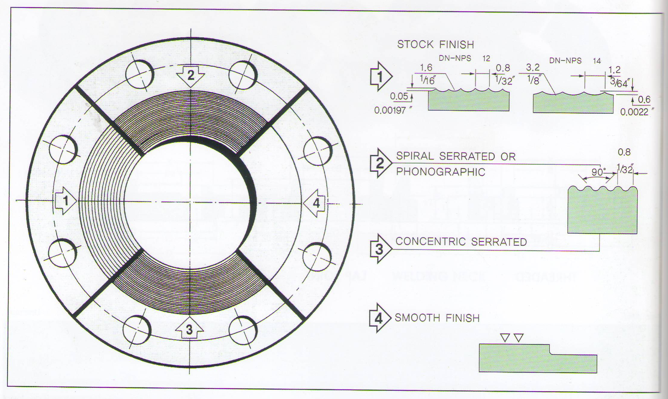
LAGERFINISH:
Den mest brukte av enhver pakningsfinish, fordi praktisk talt er egnet for alle vanlige servicetyper. Dette er et kontinuerlig spiralspor.
Flenser størrelser 12" (304,8 mm) og mindre produseres med et 1/16" verktøy med rund nese med en mating på 1/32" per omdreining.
For størrelser 14" (355,6 mm) og større. finishen er laget med 1/8" verktøy med rund nese med en mating på 3/64" per omdreining.
SPIRALTAKKET ELLER FONOGRAFISK:
Denne finishen produseres ved å bruke et 90° verktøy med rund nese.
KONSENTRISK TANNET:
Denne finishen produseres ved å bruke et 90° verktøy med rund nese.
GJENN AVSLUTNING:
Skjæreverktøyet som brukes skal ha en radius på omtrent 0,06 tommer.
Den resulterende overflatefinishen skal ha en 125μ tommer til 250μ tommer (ANSI B16.5 para 6.4;4.1)
1.HEVET ANSIKT. OG STOR HANN OG KVINNE
Enten en tagget-konsentrisk eller tagget spiralfinish med fra 34 til 64 spor per tomme brukes.
Det anvendte skjæreverktøyet har en radius på omtrent 0,06 tommer.
Den resulterende overflatefinishen skal ha en omtrentlig ruhet på 125 μ tomme (3,2 μm) til 500 μ tomme (12,5 μm)
2.TUNGE OG RILL, OG LITEN HANN OG HUNN
Pakningens kontaktflate overstiger ikke 125μ in. (3,2μm) ruhet
3.RINGSLEDD
Den indre veggoverflaten til pakningssporet overstiger ikke 1,6 μm (63μ in.) ruhet.
4. BLINDE
Blindflenser trenger ikke være flater i midten hvis, når denne midtre delen er hevet, dens diameter er minst 1 tommer.
mindre enn innvendig diameter på beslag av tilsvarende trykkklasse.
Når senterdelen er nedtrykket, er diameteren ikke større enn innerdiameteren til de tilsvarende trykkklassebeslagene.
Maskinering av det deprimerte senteret er ikke nødvendig.
Innleggstid: 02-02-2021